Zhengfeng
Zhengfeng
 Jun 11,2026
Jun 11,2026

Content
I.What Is a Heat Resistant Silicone Cable?
II.Key Features of Heat Resistant Silicone Cables
IV. Common Applications of Heat Resistant Silicone Cable
V. How to Select the Right Heat Resistant Silicone Cable
Ⅵ. Why Businesses Choose Silicone Cable Solutions
In today's industrial environment, electrical systems are often exposed to extreme temperatures, harsh operating conditions, and demanding performance requirements. Standard cables may deteriorate quickly when subjected to prolonged heat exposure, leading to insulation failure, safety risks, and costly downtime. This is where heat resistant silicone cable becomes an essential choice.
Designed with advanced silicone rubber insulation, heat resistant silicone cables offer exceptional thermal stability, flexibility, and durability. They are widely used in industries such as manufacturing, automotive, energy, aerospace, medical equipment, and heating systems. In this article, we will explore what heat resistant silicone cables are, their key advantages, common applications, and how to choose the right cable for your project.
A heat resistant silicone cable is an electrical cable insulated and often sheathed with high-quality silicone rubber. Silicone is a unique elastomer known for its ability to maintain mechanical and electrical properties across a wide temperature range.
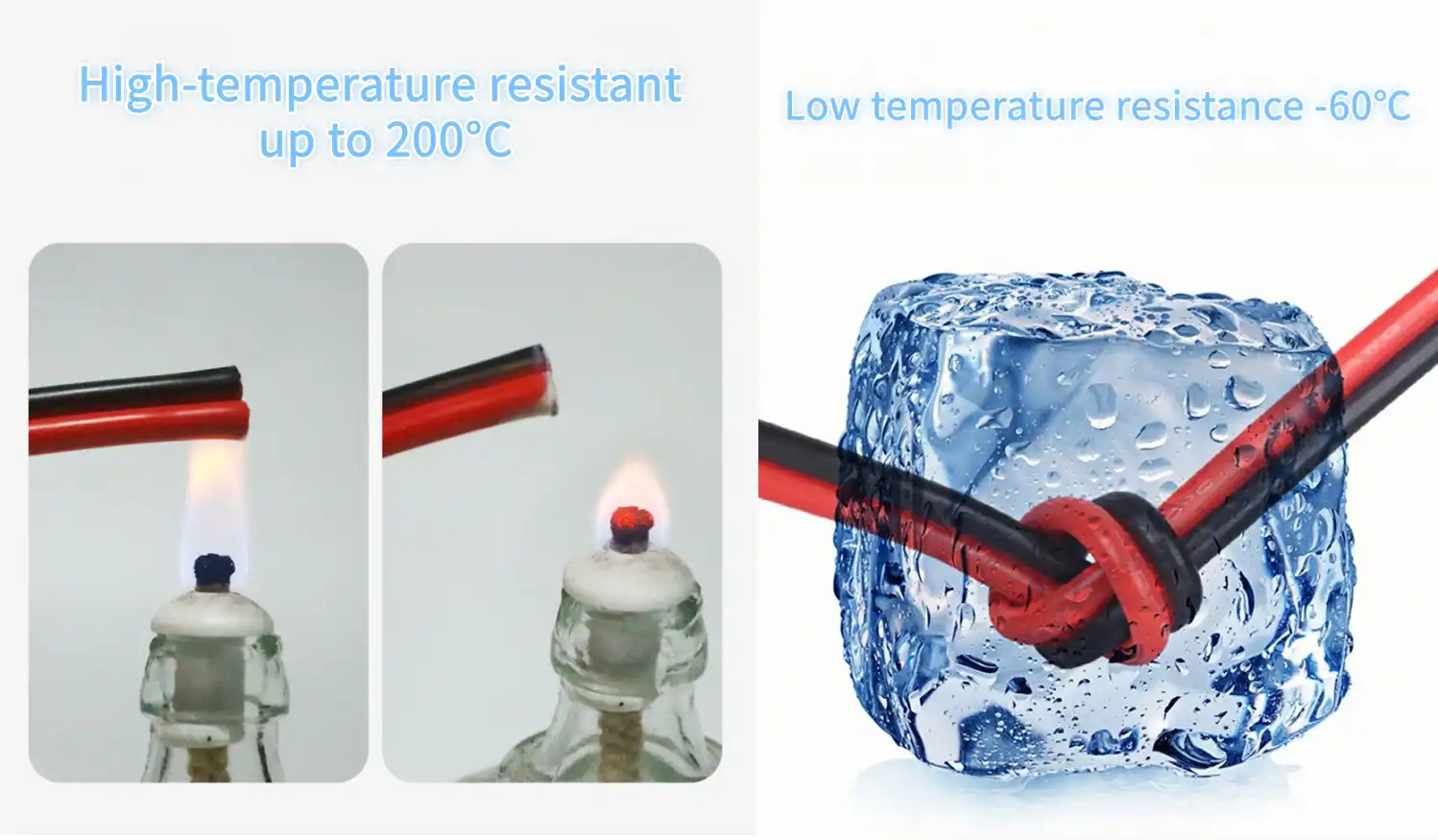
Unlike conventional PVC-insulated cables, which can harden, crack, or degrade when exposed to high temperatures, silicone-insulated cables remain flexible and functional even under extreme thermal conditions. Most heat resistant silicone cables can operate continuously at temperatures ranging from -60°C to +180°C, while specialized products can withstand temperatures exceeding 200°C.
The combination of thermal resistance, flexibility, and environmental durability makes silicone cables one of the most versatile cable solutions available today.
The most significant advantage of a heat resistant silicone cable is its ability to perform reliably in high-temperature environments. Silicone insulation retains its structure and insulating properties even after prolonged exposure to heat.
This makes silicone cables suitable for applications near industrial furnaces, heating equipment, engines, and other heat-generating systems where ordinary cables would quickly fail.
Silicone rubber remains highly flexible even at very low temperatures. This flexibility simplifies installation in confined spaces and allows the cable to withstand frequent bending and movement without damage.
For machinery with moving components or complex cable routing requirements, silicone cables provide a practical and durable solution.
Silicone insulation offers excellent dielectric properties, ensuring safe and stable electrical performance. This reduces the risk of short circuits, leakage currents, and electrical failures, particularly in critical industrial environments.
Heat resistant silicone cables demonstrate strong resistance to UV radiation, ozone, moisture, oxidation, and weathering. These characteristics contribute to a longer service life and lower maintenance requirements.
Many silicone cable designs include flame-retardant properties that help limit flame propagation in the event of a fire. This enhances safety in industrial facilities, commercial buildings, and transportation systems.
Many industries still rely on PVC, XLPE, or rubber-insulated cables. While these materials perform well in standard operating conditions, they often struggle when exposed to extreme temperatures.
These benefits make silicone cables a cost-effective investment for businesses seeking long-term operational stability.
Factories frequently use equipment that generates significant heat during operation. Silicone cables are commonly installed in furnaces, steel processing equipment, glass manufacturing machinery, and industrial ovens.
Their ability to withstand continuous thermal stress helps ensure reliable power transmission and minimizes unexpected downtime.
Electric heaters, heat tracing systems, temperature sensors, and thermal control equipment often require cables capable of operating near heat sources. Silicone cables provide dependable performance in these demanding conditions.
Modern vehicles contain numerous components exposed to elevated temperatures, particularly around engines, exhaust systems, and battery compartments.
Heat resistant silicone cables are widely used in automotive wiring harnesses, electric vehicles, and heavy-duty transportation equipment due to their flexibility and thermal stability.
Aircraft systems require lightweight, reliable, and temperature-resistant wiring solutions. Silicone cables are frequently selected for aerospace applications because they can perform under both high temperatures and extreme environmental conditions.
Medical devices often require flexible, durable, and safe electrical cables. Silicone-insulated cables meet these requirements while providing excellent resistance to sterilization processes and repeated handling.
Solar energy installations and energy storage systems experience substantial temperature fluctuations throughout their operational life. Silicone cables help maintain stable performance despite changing environmental conditions.
Choosing the correct silicone cable requires careful evaluation of application requirements.
Always verify that the cable's operating temperature range exceeds the maximum temperature expected in the application.
5.2 Voltage Requirements
Select a cable with the appropriate voltage rating to ensure safe and efficient electrical performance.
Consider current-carrying capacity, conductor material, and cable size based on the electrical load requirements.
Applications involving frequent movement or vibration may require highly flexible silicone cable constructions.
Evaluate exposure to chemicals, moisture, UV radiation, oils, and other environmental factors that may influence cable performance.
Ensure the cable meets relevant industry standards and certifications required for your market or application.
Companies across various industries are increasingly investing in heat resistant silicone cables because reliability directly impacts productivity and safety. Cable failures can lead to equipment shutdowns, expensive repairs, and production losses.
By choosing high-quality silicone cables, businesses can reduce maintenance costs, improve operational efficiency, and extend the lifespan of critical equipment. The initial investment is often offset by lower replacement frequency and reduced downtime over the life of the installation.
As industrial systems continue to operate under increasingly demanding conditions, selecting the right cable becomes more important than ever. A heat resistant silicone cable offers the ideal combination of thermal resistance, flexibility, electrical safety, and environmental durability.
Whether used in industrial manufacturing, automotive systems, aerospace equipment, medical devices, or renewable energy installations, silicone cables deliver dependable performance where conventional cables may fail. By understanding the benefits and selection criteria of heat resistant silicone cables, businesses can make informed decisions that improve safety, efficiency, and long-term reliability.
If you have any further questions, please feel free to contact the Guangdong Zhengfeng Wire sales team; we provide cable application solutions around the clock.






Products
Navigation
QR Code


Copyright © 2025 Guangdong Zhengfeng Wire&Cable Technology Co., Ltd.